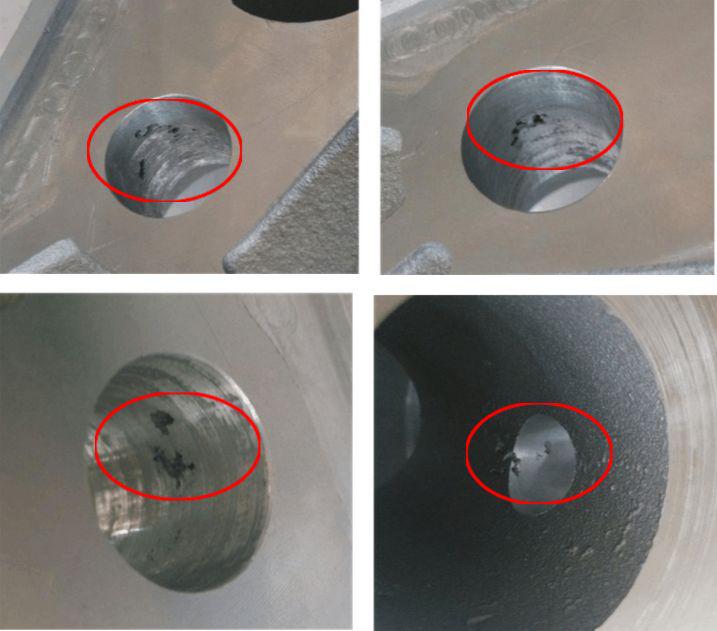
铸件砂孔通常是指由于气体或杂质在铸件表面或内部形成的孔。有些人在铸件的表面或内部也有砂孔,称为“砂眼”。铸件表面的砂孔和渣孔通常统称为“砂眼”。
【砂眼缺陷形成原因】
砂眼缺陷与工艺、模型、混砂、芯子造型、造型、下芯组合、浇注等工序有关,其中与工艺设计、下芯组合和浇注关系较大。在考虑解决砂眼缺陷的时候,就要从这些方面着手,综合分析。
(1)由于砂型或砂芯膨胀,浇注系统设计不合理及浇注操作不当,造成砂型(芯)开裂,型(芯)砂脱落,产生冲砂、掉砂、鼠尾和夹砂结疤,脱落的型芯砂在铸件内形成砂眼。
(2)模型设计不良,造型、制芯后,局部存在尖砂。
(3)造型、制芯混砂配比、用砂不合理。
(4)由于造型、下芯、合型操作不当,发生塌型、挤箱、掉砂、压坏砂型或砂芯
【系统功能优势】
1、深度算法:可以根据不良品综合多维度的边界特征,进行训练,做到很多传统算法不能做到的检测项目,不断提高检测精度;
2、缺陷标识:发现瑕疵时可进行声光报警,同时产品幅面边缘可以进行自动标记,提示及时修复,避免大量缺陷产品的产生;
3、信息打印:在检测到瑕疵时系统会自动统计出当前瑕疵的图像、面积、位置、大小等信息,同时可连接打印机选择打印信息;
4、数据库管理:可以对生产的每卷材料进行精确的质量统计,详细的缺陷记录和统计为生产工艺及设备状态提供了方便,有效保证产品质量;
5、系统联动:当系统检测到疵点时进行声光报警,也可在系统中加入其它连锁I/O输出;
6、统计分析:功能丰富的OA软件,具备存贮、报警、统计分析、报表等功能;
总结 使用视觉检测铸造工件的砂孔有砂粒、砂孔、砂块、砂块等缺陷可以对这些铸件缺陷的数量、面积、大小等进行分析,以更好地改善和提高产品质量。国辰机器人拥有6年得经验、帮助很多企业实现检测服务