紧固件目前广泛应用于机械、建筑、桥梁和采油等工程领域。作为大型结构件的基本单元,许多紧固件在工作中会出现裂纹、腐蚀、凹坑以及人为损伤等缺陷,而裂纹缺陷所占的比重和危害性都非常大,严重威胁着现有结构和机构的安全性和可靠性。
【传统的裂纹检测方法】
涡流检测、渗透检测、磁粉检测、射线检测和超声波检测;非常规检测方法有声发射、红外检测和激光全息检测 。
【紧固件检测案例】
(1)35K钢法兰盘螺母冷镦开裂
35K钢六角法兰面螺母毛坯件,采用经退火拉拉拔盘条材料冷镦制成,成形后螺母法兰面开裂。经检查35K盘条性能和表面质量良好,造成开裂的原因是螺母法兰面冷镦变形量过大,螺母冷镦时开裂,见图1和图2。

图 1 冷镦开裂形貌 图2冷镦开裂形貌
(2) 螺栓光杆处的横向缺陷
30CrMnSiNi2钢螺栓使用一段时间后拆下定检,经磁粉探伤检测,发现螺栓光杆部位有吸附磁粉现象,沿圆周方向存在不同程度的磁粉显示,见图3。把吸附磁粉的螺栓制成金相试样,发现吸附磁粉处有深约0.05~0.08㎜的机械损伤,分析为在加工过程或装配过程造成,见图4。
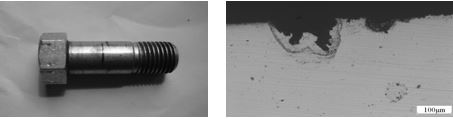
图3光杆处沿圆周方向磁粉显示 图4 吸附磁粉处的缺陷
(3)自锁螺母收口端面裂纹
30CrMnSiA钢自锁螺母加工工序为:六角棒机加工→收口→热处理(淬火回火)→喷砂→表面处理。硬度要求HRC30~36。成品检查发现螺母收口端面开裂,见图5。金相组织观察发现端面有多条不规则裂纹,开裂原因是因自锁螺母收口端锥角大,收口端面处收口尺寸小,在收口应力作用下端面开裂,见图6。
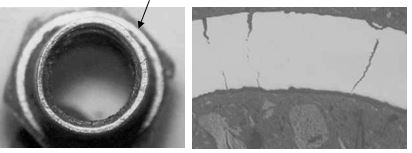
图5 螺母收口端裂纹形貌 图6 螺母收口端裂纹形貌
随着社会经济的不断发展,对紧固件裂纹的检测手段要求也越来越高,视觉检测符合实时在线检测、灵敏度高、操作简单以及不易受外界干扰等要求,迅速准确地检测到裂纹的位置、大小、宽度、深度和发展趋势等;检测结果以图像方式显示,可以进行数据分析、存储;集检测速度快、效率高、结果直观于一体。